
Magister’s Staff, Dragon Age
It’s been a while since I made a staff, and the last iteration was from a fairly low resolution MMO that debuted back in 2002. A cosplayer attending DragonCon 2014 asked for a piece to compliment her upcoming Dragon Age costume, and since I’m a massive fan of that franchise, I jumped at the chance. If you’d like to have your own without all the sculpting and molding insanity, castings are available here!

Recently I’ve been trying to polish my somewhat rusty clay sculpture skills, and I thought the organic shape of the bird-like snake heads at the top of the staff would be a good simple shape to practice on. I started by making an armature out of a couple cross-sections of acrylic, mounted to a wooden peg as a base. This was roughly skinned in Chavant NSP Medium weight clay as I got the shape blocked out.


This shape was refined with various hoops and rakes to smooth out everything as much as possible. I also added a couple plastic bearings for eyes and fiddled with the “eyebrows” for way too long.


I needed two copies for the staff head, so a simple block mold was made and cut in half with an exacto to make a dirty 2 part mold. The halves were poured first, since the teeth on the beak of the sculpt have significant undercuts and this mold had no vent channels to get rid of trapped air. After the copies were made, a bit of sanding ensured they were smooth and crisp.


Since this is modern gaming, we can’t just have the staff be a simple wooden dowel. Almost the entire length of the piece is a double helix twist of the snake bodies. I’m a lot better at carving than sculpting, so I grabbed a chunk of 10# urethane tooling board and cut out a rough profile with a few sharpie lines to guide me.


This was reduced to a sort of square spiral with a series of sculpting hoops and chisels, then refined freehand with rough grit sandpaper until the snake bodies took shape. The cross sections of these parts are a rounded triangle that rotates as the spiral contracts. Sounds like a headache, but it was actually a lot of fun to carve.


With the upper section blocked out, another chunk of tooling foam was turned down to round stock before the next pass of carving happened. This smaller section was a bit easier since the shapes are mostly just repeating down the length of the rod.



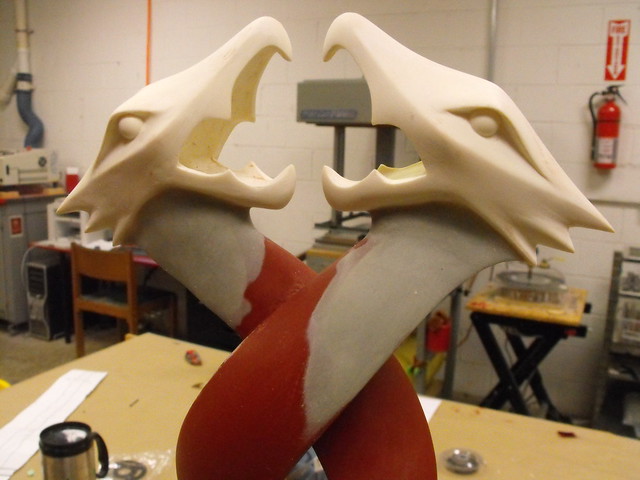
Both carved urethane foam sections were glued together, attached to a 3/4″ wooden dowel at the base, then skinned with a brushed-on coat of Smooth-On’s EpoxAcoat Red. This epoxy “skin” is denser and more durable than the foam, and can also be smoothed out a lot more than the foam to make prep for paint easier. This isn’t structural, but it will keep the foam from being dented and deformed during the remainder of the sculpting process.


At this point the snake heads could be affixed to the rest of the staff. I mounted them to thin sections of steel wire, which allowed me to fiddle with the placement even after gluing the pins in place. The wire could be bent and articulated to make sure that both heads sat at the proper angle and were both on the same axis before making the mount permanent.

Once the placement was satisfactory, the upper edge of the staff was blended into the heads with apoxie sculpt. Apoxie was also used at the bottom of the spiral to sculpt the small curly “tails” of the end of both snakes.

Primer! There’s a lot of sanding and little filling of small dents and divots, but that’s largely boring to look at. Short version, I worked a lot on this to make things smooth.


Sculpting this piece was actually simpler than molding it. This would be the largest and easily most expensive mold I’d made to date. This would be done by matrix molding; a process where the outer shell of the mold is first created over a clay sculpt that represents the eventual flexible silicone mold. Pictures show this better than words, so here’s a step by step.
First, the staff is wrapped in plastic to ensure it isn’t damaged or dirtied by the clay, then water clay covers the entire sculpt. In this photo, the staff has been embedded into foam board to create a seam line, as this will be a 2-part mold. The clay should be sculpted into the shape you want your final silicone mold to be. You have to account for mold thickness as well as registration keys, shown here as crossing thick lines. The cardboard tubes are pour spouts; once the outer mold jacket is finished, this is where the silicone will be poured to create the mold.

After the clay is shaped, it is sprayed with mold release then brushed with epoxy. This is Smooth-On’s EpoxAmite 102, which gives a lot of working time to ensure a proper coat. The first pass has been tinted and thickened to create a gel coating that’s easier to see. The large trapezoid shapes at the perimeter are registration points for the halves of the mold jacket, ensuring both parts will go together in proper alignment later.

A trick I learned from my master mold making friend Frank Ippolito is to use Free Form Air in the recessed areas to make the surface of the mold smoother. Free Form is an epoxy clay and will bond to EpoxAmite and EpoxAcast. This makes laying down the next layers – fiberglass mat and cloth – easier since the cloth doesn’t have to conform to very complicated surfaces. This makes for less air pockets and a much more durable mold jacket.

Fiberglass cloth is added in several passes to give the jacket strength and rigidity. For a mold this size, I also bonded some steel electrical conduit for even more rigidity. Any amount of flex would result in warped castings.


After the first jacket half was completed, the mold was flipped, cleaned out, then the staff re-clayed for the second half.

With both halves complete, it’s time to pour the rubber. The master sculpt is placed back into one half of the jacket and embedded halfway into clay. This both keeps the sculpt in place during molding and also will create the seam line for the 2-part mold. Registration points were also added, though in retrospect the billions of dots weren’t the best route. I’ve changed this approach since making this mold, with you’ll see in future project blogs. Special thanks to the God Save the Queen Fashions summer intern Atelier Heidi for her assistance in smoothing out this lake of clay and setting up this mold for silicone.


In the photo below you can see a lot of little clay blobs covering the mold jacket. These are plugging vent holes. When the silicone is poured into the cardboard tubes, air trapped in the void between the jacket and the master sculpt will need some place to escape. Small holes are drilled into the jacket to facilitate this, then plugged with clay when the silicone reaches the level of the vent. It can be a little stressful to plug all these while your expensive rubber comes streaming out, but they’re absolutely essential to a successful matrix mold.

Earlier I mentioned the snake heads would be difficult to cast because the “teeth” on the beak wouldn’t have proper vent channels. In order for these undercuts to vent trapped air during the casting process, a blind plug was made that fits into the cavity formed by the mouths of the snakes. A blind plug is a third section of a mold that is held in place on the interior and can only be removed after opening the other parts. This was made by sculpting a clay wall around the mouth openings after the first part of the mold was poured, then filling it with silicone. I went with Mold Max 20 on this, since the plug needed to be able to squeeze through the small openings in the cured castings once the parts were finished. The rest of the mold was done in Mold Max 40 for added rigidity.


Like I said, more complicated than the actual sculpt. Vent channels were added to this plug after curing so the teeth could be cast without trapped air.

Plug finished, the second half of the mold was poured, then this silicone monster was done!

I went through a few tests before setting on a good approach for the production castings. These are poured in stages with a 4′ long 5/8″ steel bar embedded into the length of the staff to add rigidity. Here’s the first successful pull! This casting was done with Smooth-On’s Smooth Cast 320.

The little egg that the two snakes are fighting over was turned down from a block of dense urethane and sculpted with a pair of divots on the top and bottom. These align with the tips of the snake beaks (sure, I guess. I’ve run out of terms here) so that the finished cast gems are held in place with the tension of the jaws.

A quick box mold was made and the gems were pressure cast in tinted Smooth Cast 325.


I made two finished castings: one Magister’s Staff in silver and a “Corrupted” version in dark red. The silver version was painted dark gray, with shadows and highlights airbrushed on in various metallic enamels. The red version started out flat black; red hues were added with airbrush acrylics to give the piece more depth. I also used some red pearl metallic filler mixed into the clearcoat. This is usually a urethane resin additive, but it worked really well to give the staff some shimmer.


After clear coat, the gems were pushed into place (I slipped putting the yellow gem in and one of the teeth took a big chunk out of my thumb…) and the staves were complete!

You can see higher resolution photos in my portfolio, and more progress images are available on my Flickr.


Thanks for reading!

All of the products listed in this write up are the products that I used and can recommend. Some of them are provided as Amazon affiliate links, which help support Volpin Props.