
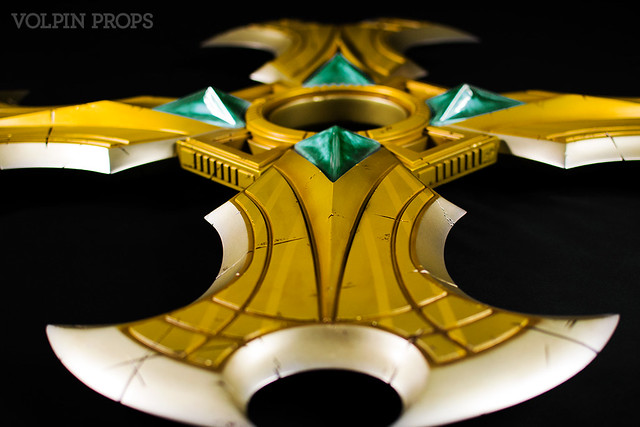
Shadow Sharpshot Bow, Horizon Zero Dawn
Have you played Horizon: Zero Dawn yet? At the time of this writing the game had just passed its one year anniversary. It is absolutely one of the best games I’ve ever played. Definitely top 3, alongside the original Portal and The Last of Us. I had to make something from this game: The Shadow Sharpshot bow seemed like an excellent challenge. First, a compare and contrast – the game art and our replica!


Horizon takes place in a world of bronze-era human evolution juxtaposed against unprecedented marvels of technology. My paraphrasing will do it no justice, but the implements of the universe carry this theme. Weapons and armor, tools and clothing are all part amazing complex metal implements and rough leather with carved wood. A hand sculpt of the mechanical elements would have sufficed (I’ve scratch built convincing hard surface geometry several times before) but in this world as in Horizon, it’s evolve or die. Time for me to dive into 3D modeling.

I’ve messed around a little with this before, in exploring some accessories for my long running Mako project, but I’ve yet to tackle an entire prop build as a 3D model. My software chosen for this feat was Autodesk Fusion 360, and my teacher was Lars Christensen – his YouTube tutorials were invaluable and if you’re looking to learn your way around this complex but very capable software, I cannot endorse his videos highly enough.
The bow is comprised of mirrored elements – the upper and lower segments are symmetrical – so I would only have to sculpt one half. My method for this was a series of extrusions along the X, Y and Z planes that intersect with one another to form my desired shapes. A little complicated, but I was very pleased with the results. (Side note: this took me probably a solid week. I was simultaneously learning the software and starting with some very complex forms. I’m sure other modelers would have an easier time with this – I’m sure I could do it in 1/4 of the time now – but maybe if it’s your first project save yourself and model something with fewer geometric complexities)

A teeny test print showed me that I was on the right track. My models worked!

Parts were output on my Ultimaker 2+ Extended using 3D Universe ABS. I prefer ABS for printing because I have insulated enclosures and ABS is far easier to sand than PLA.

If you’re wondering why I didn’t use the full build height of my printers, I was concerned tall parts would suffer from resolution loss or get knocked over during printing. Also, due to the complex shapes, these would require a mountain of support material in order to print in one part.

Pieces were joined with superglue and sanded first with 80 grit sandpaper, followed with a 3M fine sanding sponge. Parts were not reinforced on the interior – everything would get molded and cast to produce the two halves of the bow, and the urethane castings would have metal reinforcement, so I didn’t need the prints to be particularly strong.

My preferred method of finishing 3D printed parts is to spray them with a high build 2K urethane primer made by Mipa. This paint self levels wonderfully and sands even better. It will fill in a ton of print lines and reduce the time to molding by half or more since you don’t have to do multiple passes of skim filler or putty. I’ve managed to convince nearly every other SFX shop here in Atlanta to start using it, and you should give it a try too!


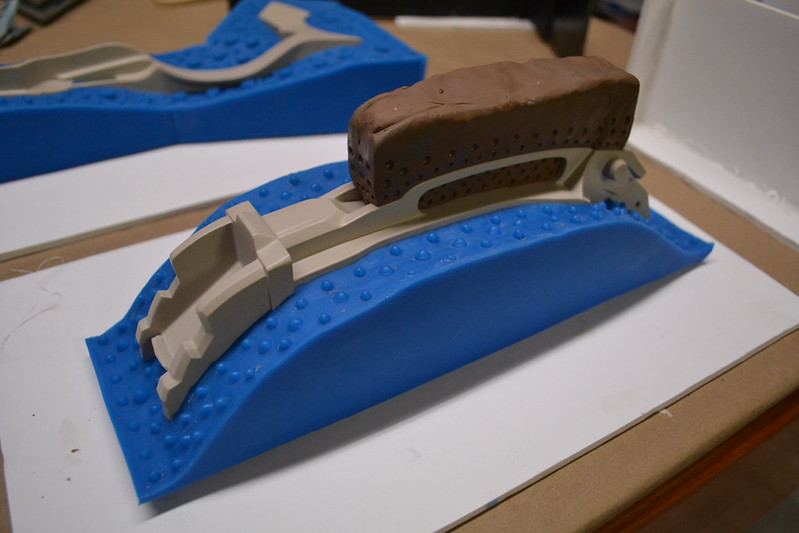
With the pieces sanded and smooth, it was on to moldmaking. Yes, box pour molds like these are exceedingly wasteful and pricey, but they are fast! I was trying to get this prop done for DragonCon 2017, and with a full set of Aloy’s armor left to build (more on that later) I had to be quick. Silicone used was Mold Star 30 and I probably went through 3 gallons of the stuff. They all worked though!


If you’re making huge box pours like this, it’s important to brace the upper sections of the walls against one another. The fluid pressure exerted by several pounds of silicone can warp foamcore and break apart glue joints, and you don’t want all your expensive rubber to pour out all over the floor. Sadly, I speak from experience on this. Brace your boxes!

As often as possible I tried to use old mold material to fill in some of the voids when pouring the new material. You can see some of that in the video below. Load bearing parts were also reinforced with steel bars to better help handle the weight and flex of the bow parts.

One piece in particular had a few through holes in the surface which necessitated a plug in the mold. This was done by inserting a large block of clay into the section with the through holes and pouring the second part of the mold with this clay plug in place. After section 2 cured, the clay was removed and a third silicone block was poured into the plug cavity. You can see the demold of this in practice below. I’m pretty proud of this solution!
Some testing was done with epoxy resins to see if parts could be cast more lightweight or stronger than steel reinforced urethane, but in the end the old standard plastic (SmoothCast 320) won out for fidelity of casting, ease of cleanup, and rigidity of parts.

The finished set of pieces for one half of the bow weighed in at just under 2lbs. I figured with paint, glue, and other miscellaneous bits the final weight of the bow would be around 4lbs. Not bad for a huge cosplay piece!

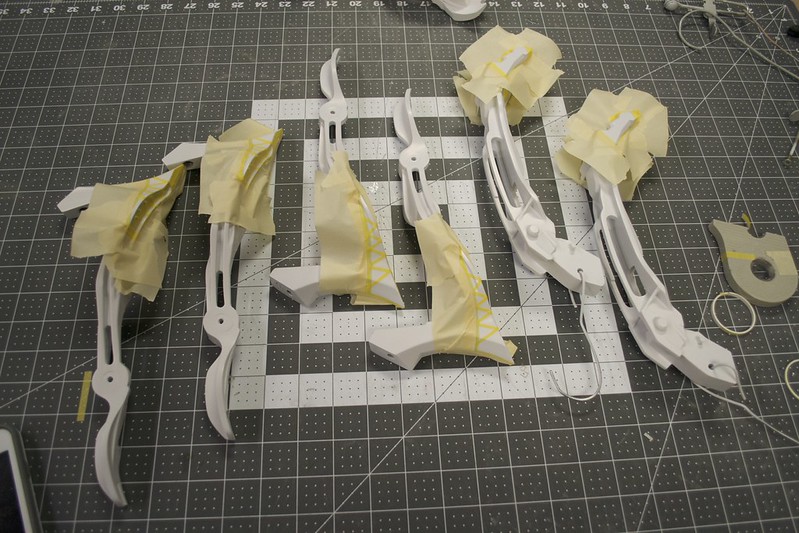
Here’s a shot of the full kit. There’s twelve parts in all, but that’s only the main structure of the bow. I had a lot of hardware left to sort out.

In-game, this bow articulates over several hinged joints to fold inward on itself as the bowstring is drawn. As closely as possible I wanted to emulate that effect for the replica as a bit of extra visual effect. To do this, I employed a set of steel extension springs that would pull the upper two segments of the bow upright against the lower support parts. Sorting out the correct spring rate that would hold these pieces in place without being too tight and damaging the castings proved to be tricky. In the end I went through about 5 different variations of this set-up before it worked the way I wanted it to.


One element I neglected to include in the model was a set of anchors for the base of the springs. For these I cut down a set of urethane rods and slotted the facing edge for the spring to recess into. Since the bow has to articulate, the upper sections are held together with a myriad assortment of bolts and screws. This facilitates functionality, but also allows the bow to be disassembled should anything need repair or maintenance in the future!


As this is going to be kinda sorta a real bow, I went and bought a real bow string. Unfortunately I’m not qualified to instal it. Don’t tell anyone.


First shot of the parts all together! I was getting giddy at this point. Also, note the thing the bow is sitting on – that’s a Panavise, and you need one!

After the last of the rigging was finished it was time for paint. The middle sections of the bow have a dark brown/gray pseudo carbon fiber weave texture, but it’s huge in game. Like, wicker basket huge. I emulated this by cutting out a vinyl stencil and spraying a thick coat of primer over the parts. This was removed and the exposed areas were now raised with the added thickness of the paint.


Following primer, parts were painted with Createx Wicked Colors to match the hue of the in-game bow. The center segment was a custom brown mix, and the remaining bow parts were painted white, then masked off with Tamiya masking tape for subtle blue accents.


These parts were left to cure overnight, then a series of wire brushes and scrubbing sponges were used to scratch away paint in high areas to create chip marks and wear. Since the castings are dark gray and the primer is light gray, this gave the chipped areas a lot of contrast against the white paint.

Grime and grit was then added in a series of acrylic washes of various brown tones. If you’d like to know more detail about this kind of weathering, check out my eBook about prop painting right here!


The handle of the bow is waaaay more opulent than the rest. Gold accents and a gold handle wrap that looks to be Japanese inspired. It should clash with the rest of the design but for some reason it works. This section was first painted with House of Kolor Solar Gold before being gilded with gold leaf. The wrap is a super opulent ribbon found at a local fabric store, wrapped over goatskin leather. So fancy.


The handle ends terminate into segments of leather backed with fur. A fellow builder Cavegeek sent me a few strips of rabbit fur to use here, and the leather segments are eva foam cores wrapped in more goatskin. The handle was now complete!

Seemingly endless bric-a-brac is strewn all over this bow. A common joke during this project was that Aloy is a 16 year old girl and she’s just treating her sniper bow like any 16 year old would bedazzle a phone case. There’s nearly 50 beads of various colors, leather wraps, feathers, and a long strand of fancy fabric dangling from the bottom. Beads were set on a long steel rod to be painted the correct colors (I used cheap Krylon rattle can enamel for this) and the ribbon was created by laser etching a repeating stamp out of EVA foam and using it to create a pattern along a length of linen.


Feathers were the last bit to be sorted – large goose feathers were dyed red and insert into two slots on the top of the bow. Nothing quite says “sniper” like two giant hey-look-over-here red feathers!

Time for assembly! This knolling of parts shows just how much goes into this prop. It was an engineering puzzle for sure, but one I’m glad I tackled.

The assembly process went rather quickly and smooth, since I’d done many dry-fit assemblies prior to the final. It still takes a few hours but here’s the final piece!

We’ve taken the bow out alongside Emily’s Aloy (Carja Blazon Heavy set) for one shoot but we’re looking to do another soon. Until then, enjoy these shots and be sure to check out my Flickr for more behind-the-scenes photos of the bow project.


Also, follow Emily over on her Instagram to see what she’s making!
As always, thanks for reading and happy building.

The Transistor (part 2: Paint and Electronics)
Entry number 2 in the Great Transistor Saga! Picking up from part 1, all of the construction had been completed. Parts were molded, vacuumformed, dyed and cast, leaving me with a shape very much resembling a Transistor. Now it was time to add color, lighting and sound.

This project was sponsored by the wonderful people over at Adafruit. I’ll be referencing many Adafruit parts used in this section of the process, but if you’re after a shopping list for your own Transistor, you can check out this wishlist of components right here. Now, this isn’t every single item used in my sword (for example, many switches and wires came from DigiKey and the voltage converter was provided by Pololu) but anyone looking to emulate the capabilities of this project will benefit from all of the parts listed in the links above.

Before permanently gluing components together, I had to sort out where all of the wiring would reside. This began with tracing one of the center circuit panels onto my shop bench paper, then using different colored lines to represent things like audio and power lines. By the end, the Transistor would have an AC power input, audio input and output lines, five sets of RGB LED strips and two RGB LED rings installed into the blade section alone. The crossguard would house things like control switches, speakers, a wireless receiver, DC power supply and voltage converter. It was a lot to cram into one prop.

After sorting out what went where, channels for wiring were cut into one of the center sintra panels. Shielded wire was used for all of the audio lines to prevent signal noise. The inputs and outputs for audio and power would route out of the bottom of the sword, through the small yellow “pins” at the tip of the blade.

Wires were held in place with epoxy, then the 1/2″ acrylic inserts were glued and clamped in place. This required most of the smaller clamps in my arsenal to ensure a proper glue joint.

Before any remaining assembly could take place, the frosted inner eye panels were secured in place on each of the sintra cores. I used Plexus MA300 to make sure these things would never, ever dislodge. The drawback to the method I’d devised to construct the Transistor was that once certain sub assemblies were complete, they could never be accessed again.

The center eye illumination is provided by two Adafruit Neopixel rings. These are mounted to the steel bar running the length of the sword, with a styrene panel keeping the metal away from the electronics.

In order to better diffuse the light, I glued a sheet of paper between the LED ring and the inner frosted eye. The bar/LED ring assembly then was secured in place with more MA300.

On the opposite core panel, another set of wires were routed for the LED strip in the center of the blade.

After both halves cured they were glued into one solid part. Again, this necessitated the use of almost all of my clamps. For this glue joint I used medium thickness superglue. An epoxy may have given me a bit of a longer work time, but these things are together for all eternity now. I checked and re-checked all the electrical connections to ensure proper operation before continuing. There would be no turning back if something inside didn’t work.

With the center core assembled, I added the domed glossy eye covers. Since these are sealed permanently into their mounting location, I made certain to remove any dust or contaminants from inside the eye area. They’d be trapped there forever.

While most of these parts were cut on a CnC, they didn’t go together 100% seamlessly. The edges of the eye surround were blended together with polyester filler and styrene to make the perimeter one smooth unbroken shape. This required a lot of masking tape work to make certain there wasn’t any overspray on the eye sections or the clear acrylic inserts.

Primer, bondo, and more sanding followed until the part was ready for paint.

Most of the other components were far simpler and ready for paint following the construction phase covered earlier. Smaller pieces were glued to parts hangars and prepped for primer. The cross guard was bolted to a mobile base for ease of painting all its various angles.


My first attempts were…problematic. I was using Createx Auto-Air colors and did not give the base coats ample time to flash before adding a top color coat. I was also spraying waaaay too thick in an effort to get better coverage with less time. As a result, the base coats never properly cured and I could peel away the paint layers even days after application.

A local paint shop, Paint My Ride, was able to match my colors with some catalyzed urethane. This sped things up considerably for the rest of the paint process.

The handle, fins and chip “teeth” on the base of the sword were all painted – properly – with Createx Auto-Air. I mixed up a custom color with a very fine gold flake to make these parts shimmer. Subtle gradients were also used to give the yellow some depth.


The guys at Paint My Ride also mixed up a color for the center spine and circuit lines. All green/blue parts were painted with PCL-26 flat clear, while the yellow pieces were clearcoated in Nason 496-00 urethane gloss.

Finally, time for assembly! Lights for the lower section were first glued into the side fins before a diffusing foam panel was installed.

Vacuumformed shells were thoroughly cleaned on their interior prior to being glued in place. Each part is held by several small countersunk screws around a small dab of 3M DP-100 epoxy.


The cross guard was slid over the upper clear shell pieces, and secured to the metal support structure inside the sword with methacrylate.

This is where all the electronics are housed, and I spent a ton of time soldering perfboards to the various components.


An arduino micro controls illumination and audio sync with the sword’s lights

Adafruit audio boards and remote trigger receiver control the audio portion of things. These are paired to 2 small speakers that play into the upper clear section cavity, which acts as a speaker enclosure and ups the volume a little bit. An Adafruit microphone breakout board sits inside the cross guard, allowing the sword to react to both its own audio as well as ambient external sound triggers.
All components are powered off a 11.1V 2650mAh LiPo battery attached to a 5V step down converter. This will power the sword for 3-4 hours depending on how much audio cues are used. A series of switches are used to toggle between pulse/audio reactive mode, and DC/AC input power.

Check out this shopping list over at Adafruit for all the components you need to make your own Transistor.
The last steps were to glue on the circuit line accent pieces, then the handle. These are both held in place with DP-100 epoxy.

Time to test the illumination!
After welding and painting a display stand for PAX, the sword was complete!

Since it’s fairly complex to set up and operate, I put together a quick video to familiarize the people at Supergiant Games with all the bits and pieces.
My own Transistor doesn’t have the fancy audio input or output options, but it’s still a favorite piece in my collection – and Emily makes a perfect Red!

You can find more finished photos of this project in the gallery, or head over to my Flickr to see more in-progress photos.


As always, thanks for reading and happy building!


Boxmaking 101: Building a Shipping Crate for Your Props
Want to skip to the payoff? Check out my shipping crate calculator over here! The blog post below will detail how to construct the parts into a complete shipping crate. Super huge thank you to my Patreon supporters Will and Skye for making my pen-and-paper formula into a robust online tool! I’ve used it for my last five crates and damn does it make things easier than doing all the math by hand.

Over the years I’ve built a lot of shipping containers. I started out like anyone else would when they’re getting their bearings – paying UPS to put something in a box and ship it to my client. That stopped when I dropped off my AER-9 project to ship to Bethesda back in 2009. UPS asked $650 for that particular service, and I thought “hey, that sounds really, really, really stupid and I can probably do a better job anyway”

First examples were rough, with sporadic success.

Three gravity guns shipped perfectly fine in a configuration of 1.5″ lumber and 3/16″ luan board, but similar crates made for Planet Express ships had bad luck.

Narrow props like rifles were a snap. A set of 1x4s arranged in a box shape with 3/8″ ply top and bottom and you’re good to go. Heavy, but robust!

When you have to ship something like this, however, things get a little trickier.

Eventually I settled on a configuration like the photo below. These are quick to create, structurally very sound, and provide a smooth box for the interior so there aren’t any odd protrusions to be concerned with. Also the external supports make lifting and handling much easier.

The basic construction is a series of four 3/8″ thick plywood panels framed with 1.5″ x 1.5″ lumber supports. Don’t worry if you’re not using USA Freedom Units – the calculator has a toggle for metric also!

Plywood and lumber are cut to shape on a table saw. This can also be done with a circular saw or even a jigsaw if you’ve got the patience for it.

Frames are constructed by setting up a box of 1.5″ lumber, then nailing the plywood over the box with some added wood glue for strength. Repeat this for all four frame sections.


To make the box proper, use a series of 2.5″ wood screws to anchor the frames to one another. I add some wood glue to these seams as well. A set of clamps will help keep everything in place during assembly.

After all four frames are joined, the base board can be screwed down. Use more wood glue here! This piece is anchored with 1.5″ torx screws, while the top lid is secured with 1.5″ phillips screws. The different screw types ensures nobody accidentally tries opening the wrong side.

Screw positions in the lid are countersunk ahead of time to minimize any screw heads poking out and snagging clothes and fingers.

For padding, every project will be different. For some larger and more intricate forms I prefer cutting some 2″ thick poly foam with a hot wire foam cutter to the shape of the prop in various sections. One half will be permanently glued into the crate, while the other section can be slid out for removal later on.
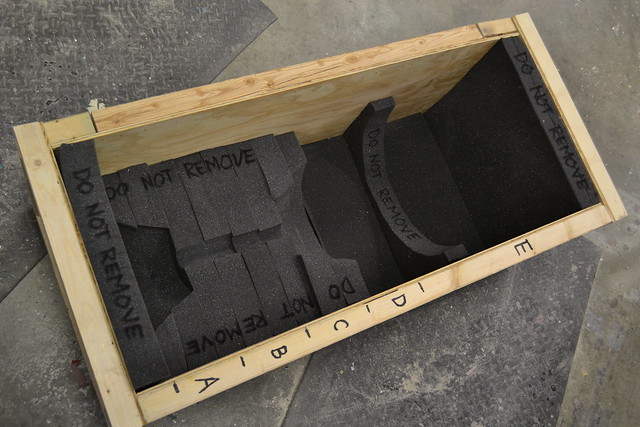

Very large props would require an expensive quantity of foam, so these typically have a set of stiff foam “ribs” which isolate the piece and position it sort of “floating” in the crate. Large voids are then filled with packing peanuts or bagged air for additional padding.

Smaller pieces or less complex forms get wrapped in a polypropylene bag, then wrapped in bubble wrap and shrink-wrapped. These are then placed in a foam-lined crate and filled with packing peanuts before sealing and shipping.
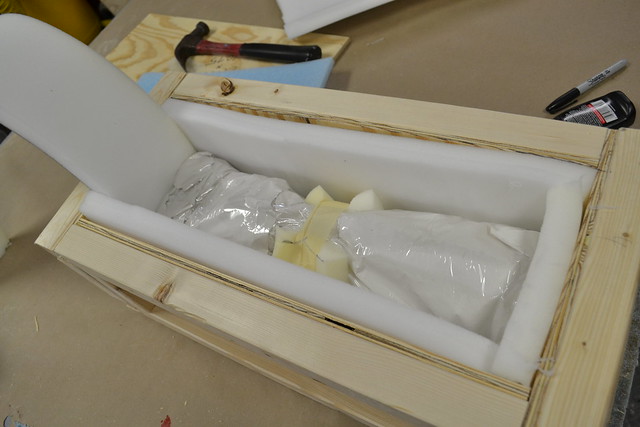
A note on bags: I wrap my props and trophies in polypropylene dry cleaning bags. This plastic is specifically designed to not bond with any other poly plastics or paints (like the materials and dyes used on clothing) and therefore will keep the surface of your piece free from scratching and damage in transit. Do not use grocery bags or trash bags! These can and most likely will bond to your paint and clearcoat, potentially ruining your replica.

Label time! I made a bunch of stencils (UP, FRAGILE, etc) that get peppered over the surface of the crate. The red corner is an alignment marker and helps get the lid in the proper orientation for reassembly if the crate needs to be shipped again. Plus, it looks neat.

The final bit of insurance is a set of shock watch and tip alert sensors. This may be considered overkill, but if a shipping company damages one of your pieces they’ll send an insurance adjuster out to inspect the packaging once you’ve submitted a claim. Being able to point at a red tag and say “you subjected this to 50G of force while it was upside down” will go a long way toward convincing them your package was mishandled.

Here’s the thing about shipping: most packages are damaged by machinery and other packages way more often then they’re broken by people. If you make a shipping crate robust enough to survive the conveyor belts and (possibly) the massive shipping crate next to it, your props will arrive safe and sound.

Perhaps the best part of this design is scalability. The same formula can be used to make a crate for a small handheld trophy, or a 5′ tall glowing, talking sword!

Hope this helps all those props out there waiting to be shipped. Happy building, everybody!
So You Want to Livestream From a Workshop?
Full disclosure: There’s a lot of Amazon affiliate links in here. I get asked this question very frequently on my Twitch streams, so it’s time for me to put this info down in one easy to reference location. Some of the following links might toss a few pennies my way if you decide to buy some of the equipment, but I won’t endorse garbage just to make ten cents. I use this stuff in my shop!
I started streaming on Twitch and YouTube about a year ago. It was…an uphill experience. Lots of things to learn and sort out on my own, because my specific needs weren’t really present in the streaming community when Twitch Creative launched. Here’s a few issues:

My shop is nearly 80 feet long and 20 feet wide. Large motors that run equipment create lots of EM interference and can disrupt wireless connections. I needed to run a minimum of four cameras, but as these would be subject to dust and chemicals, running multiple $300+ cameras with a capture card was out of the question. They’d be destroyed in a week and I don’t have the budget for replacements. There are many times when I can’t interact directly with switching equipment, due to my hands being covered in resin or paint, so a dedicated control board was also out.
Starting out, I used a control program that was a staple of the streaming community: OBS. This worked for a while but I would experience periodic crashes. Tracking the source of the issues led to a lot of my eventual solutions, but I never found OBS or the newer OBS Studio to be very stable or reliable for my needs. It really didn’t seem to like running webcams on 50′ cables, regardless of my hardware upgrades.
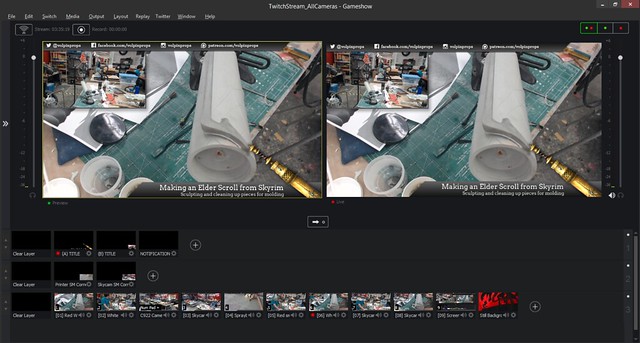
Last December I made the switch to Gameshow, which improved both functionality as well as reliability. To date I still have issues broadcasting anything higher than 720 streams, but I believe that’s the fault of my ISP more than the program. Gameshow allows in-program text changes, much easier layer set up, and far more stream options than I’ll ever utilize. OBS also hated my Logitech 270 camera, situated on my spraybooth, and would crash if this device was even plugged into the computer. No such issues with Gameshow. At $30 or so, it’s worth every penny.
My workshop computer was built to handle 3D Rendering so it’s quite robust in processing speed and memory, but it lacked the resources to control multiple cameras simultaneously. After suffering numerous bluescreens, the problem was diagnosed as insufficient USB voltage across the huge cables I was using in the workshop. A new USB controller card with direct power supply connection solved this issue. I also added a set of panel mount USB 3.0 ports to the front of my computer case, for running a dedicated microphone.
Since my workshop is around 80 feet from end to end, I needed super long USB cables to cover the distance. Most people I spoke with said this would be problematic, since USB devices lose a lot of voltage over long cables. My first set didn’t fit the bill and caused more bluescreens, but switching to a set of 49′ cables with active repeaters solved the issues. These are run behind equipment and taped to the floor where needed, then bundled up next to the camera to allow for a range of 30′ from the cable anchorpoint. I also ran a sixth one of these for my dedicated microphone.

The webcams themselves weren’t a huge deviation from the streaming community standard. I use four Logitech C920 cameras and one Logitech C270. The 270 lives in my spraybooth and was chosen because it would be very inexpensive to replace once covered in paint. Some experimentation was done with Playstation Eye cameras (garbage video quality) as well as a Microsoft LifeCam (requires cumbersome drivers and crashed OBS constantly, despite having beautiful resolution) but in the end, the Logitech units are reliable workhorses. There are some issues with white balance and auto focus from time to time, but they just plain work.

Below is “Eaglecam” a C920 mounted near my ceiling that gives an overview of the shop. You can buy 1/4-20 mounting nuts to make pretty much anything into a camera mount, as shown with the scrap of wood and spring clip here.

The view from Skycam

Of course, Webcams aren’t really meant to be used in this manner and don’t come with any mounting hardware suitable for a workshop. The C920’s have a convenient 1/4-20 threaded insert in their base which makes it possible to mount them to a tripod shoe or pretty much any other standard camera accessory. I picked up a couple of these mounts – flexible shafts mounted to a clip base – which allows me to reposition them anywhere around my shop easily.
Side Note: look at how crusty this C920 is already! This is why I’m not running pricey digital video cameras in the shop.
Clip flexi bendy shaft camera mount

The C270 didn’t have this option, so it was epoxied to a GoPro base. There are a ton of accessories for these out there, which makes it easy to reposition the camera onto one of the flexible stands or a tripod as needed.

For ease of repositioning, I also picked up a couple of photography light stands. These have a smaller footprint than a tripod and extend/collapse with only one wingnut, so they’re simple to adjust on the fly. They’re also way cheaper than tripods. One of the above clips secured to these can extend to over 8′ high for some great overhead shots.

An over-the-shoulder shot from the light stand:

If you run audio through these webcams, that will take up additional USB resources and lead to – you guessed it – more crashing. For a while I turned off all camera microphones but one and used that as my main audio pick up, but that method was poor quality at best and often resulted in echoing. Eventually I picked up a Blue Yeti microphone and mounted it inverted from my ceiling. This sits on a swivel mount and it set up for semi-omnidirectional input. I can easily turn it to wherever I am in my studio and the sound comes in crisp and clear. The mount needs to be revised, but that’s a project for another time. I also picked up a pop guard, though this is mostly to keep dust out of the microphone than to filter out sharp audio inputs.

If you’re working in a shop, you’re going to be getting dirty and dusty, so buy a second mouse to navigate your computer that you don’t care about mucking up. The one in the photo actually died fairly recently, but my new one is going strong. Grab something in a bright color so it doesn’t get lost amongst the shop flotsam.
The wireless USB number pad is used as a video switcher; it lives inside that little plastic bag to keep from getting destroyed by clay and resin. Gameshow allows a set of hotkeys to be used for switching between scenes. This requires a bit of pre-planning when setting up your layers, but makes swapping video inputs quick and easy once organized.

I have my 5 cameras set to keys 1-5, then various multi-camera arrangements set up on 6-9 as well as the +, -, / and * keys. While OBS allows for global control on hotkeys, switching scenes when a key is pressed regardless of what program is in use, Gameshow will only swap scenes after hitting a hotkey and pressing “enter” while Gameshow is the active window. This can get a little annoying at times, but it’s a fine trade for the reliability.
Lastly, in order to see everything that’s going on, I have a 40″ TV purchased from WalMart’s Cyber Monday sale three years ago mounted to one wall of my studio. I run Twitch chat fullscreen here so I can see what’s going on from anywhere in the shop. Despite living in a shop environment for three years and being on for 8+ hours a day every day, this thing is still going strong.

So that’s the whole set up! Gameshow, a handful of Logitech webcams, the meanest USB card you can find, repeater cables, clip-on camera mounts and some disposable control devices. I’d estimate the entire set up has run me around $800 or so, not bad when spread out over several months of troubleshooting and the fact that I have five video input sources. Huge shout out and thank you to the people over on my Patreon – I wouldn’t have been able to do all this without your support!
Come hang out over on Twitch if you want to see all this in action. Hope this helps my fellow creative streamers!

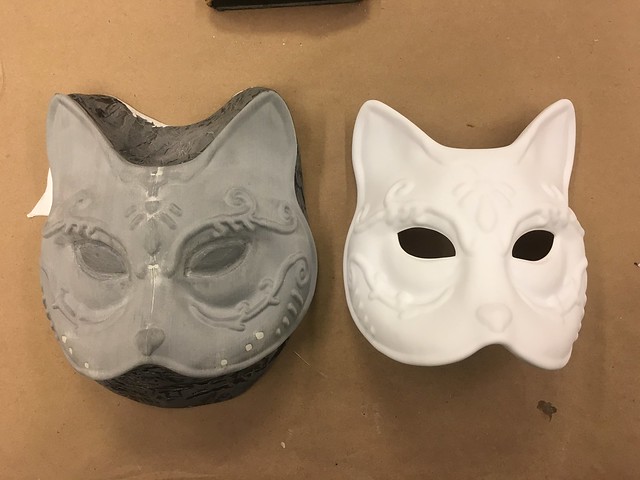
Cat Splicer Mask, Bioshock
Alternate title: 3D printing for a vacuum former.
For New Years Eve 2016, our local gaming bar Battle and Brew threw a Rapture-themed party. Maybe not the best theme considering the insanity that broke out there in 1959, but hey, good excuse to make some masks!
I made a Bird Splicer mask several years ago, designed to be vacuum formed in styrene for quick replication. Since completing that project I’ve made dozens more for other cosplayers but wanted to build something with my new robot assistants. I found a 3D model on Thingiverse created by Annatar2, which you can download here! This was printed in two halves on two printers to save time.

Print settings were: PLA. 0.6mm nozzle, 1.2mm walls, 25% infill, 0.15 layer height. Total print time for one half, about 15 hours. The large amount of support material was meant to help with making a draft, but I ended up snapping it off anyway.

After trimming off the support material, a wall was made around the perimeter of the mask, using aluminum ducting tape. This will become the draft for the vac form buck later.

I also sealed the eye holes to make the whole mask enclosed. It’s really important to get a tight seal around the whole perimeter. Any gaps will cause the next step to fail in a very messy fashion.


To create the draft, the hollow cavity would have to be solid. Filling this whole thing up with urethane resin would be expensive, and the added heat from the curing process might warp the PLA print. A chunk of 5# urethane tooling board was cut to rough shape and inserted into the mask, then the cavity was filled with SmoothCast Onyx and some scrap resin shavings as a bit more filler. All told this was still about 20oz of urethane.

Once the resin cured, I could peel away the tape. There was a bit of bleed through in a few places which will need to be sanded off before vac forming. I’ll also clean up the edges to smooth out any bumps, making the buck easier to demold from the vacuum pull. You can also see here that the seam line needed just a little bit of bondo to smooth things out. I filled in the whisker holes as well, as these wouldn’t be needed for the vac form copy.

Eyes and perimeter draft were cleaned up with 80 grit sanding paper, and the edges of the eyes were defined a bit with a ball end engraving bit on my dremel. Most details will ge rounded off in a vac form pull, so sharp edges like the eye perimeter need to be exaggerated a bit. A quick dusting of powder and it’s ready for vac forming.

Mask puled in .060″ styrene. I made the plastic a bit cooler than some of my other pulls because I didn’t want to heat up the PLA too much. A second pull at a hotter temp turned out just fine though. I had absolutely no idea if this would destroy the print or not, but it made it through just fine!


I think if I wanted this to be useful in the long term, I’d make a mold and cast a master buck in Ultracal.
Raw mask pull in styrene, before final trimming. It’s a bit wide for a person’s face…

The lens perspective in this photo gives this a narrower look than it has in real life, but the printed/vac pulled mask turned out very flat and wide. I heated the center section with a heat gun and pinched it in a bit for a more streamlined look, which also fits against a face a lot better.

Emily didn’t want to wear her Little Sister costume so she put together a quick “Amazon Prime” Baby Jane costume, pre-1959 Rapture civil war. The cat mask was painted pretty clean and fresh looking to match, with a quick outline of urethane gold over the raised edges.

I’ll be painting a proper crackled and weathered one of these in the future, but I’m really happy with this for a one-day build.

Thanks for reading, and good luck printing for vac forming!

Sivir’s Chakram, League of Legends
Hoooooo boy I’ve got a lot of blog entries to catch up on. 2016 has been a busy year! Sivir’s Chakram overlapped the end of 2015, and debuted at PAX East 2016 alongside two other pieces I built for the guys at Riot Games as part of their “Riftwalk” experience.

Most of the League assets are kind of smallish, so a fair bit of concept illustration was needed to nail down the designs before they could be brought into the real world. My friend Tom Weiser took care of refining the blade elements and sun ray design into the final shape I ended up building.


Since I’d be essentially copying one element four times, the plan was to make one blade section and one handle, then mold these sculpts to create four castings. The low, wide blade sections were ideal for my new Inventables X-Carve CnC mill!


Blade sections were milled out of 18# tooling board. The blade halves were glued together with SmoothCast 320 casting resin then primed with 2k urethane primer.


The narrow peak around the gems was also milled from urethane tooling board. This joined a handful of laser cut styrene elements to create the raised items on the blade face.

Several rounds of primer and spot putty followed until the blade section was perfect and ready for molding.

The mill was fired up for the center ring as well. This section was cut from 31# tooling board, which was a bit of a struggle for my milling machine but it persevered in the end!

None of these parts are perfect right off the machine – on the left is a sanded part and the piece on the right hasn’t been cleaned up at all.

A few bits of sintra were added to mark the quarters where blades would attach, then this piece was primed in prep for moldmaking.

The ridiculously tiny handles were constructed from layered sintra and acrylic. These needed four copies so they followed the same pattern we’ve established already: primer in prep for molding.


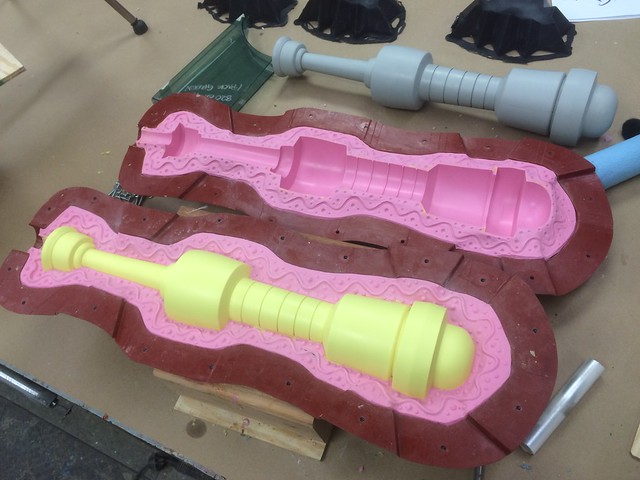
First, the easy stuff. Handles and the center ring were block molded with Smooth-On’s Mold Max 30. The handle had a large plug installed in the center to try to save on material cost a bit.


Castings were simple SmoothCast 320 pours, pressure cast to reduce any trapped air bubbles.


The blade needed something a bit more complex; in order to save weight the castings would be a thin epoxy shell back filled with expanding foam. Only a matrix mold would be able to hold the pressure of the foam without distorting.
I started by wrapping the master sculpt in a polypropolene bag (commonly referred to as a “dry cleaning bag”) then began sculpting lizella water clay in shape I wanted the silicone to take.


Registration lines were added to the surface of the clay, followed by mold jacket keys along the outer perimeter. A cardboard tube placed in the center will act as the silicone pour spout later, and another at the base will allow resin and foam to be poured into the silicone mold.


The first coat of resin used was Smooth-On EpoxAcoat Red. Once the epoxy was dry enough to be just slightly tacky, Free Form Air was pressed into any sharp edges and corners to smooth out the surface of the print coat.


This was followed by several layers of EpoxAmite 102 and glass fiber cloth to build up thickness and strength. After one half cures, the mold was flipped over and the whole process repeated.


Here are the two finished mold jacket halves, ready for the mold master and silicone.

A parting seam was created with Van Aken plastalina non sulfur oil clay, then the mold jacket was reinstalled and filled with silicone. I used more Mold Max 30 for the rubber in this mold.

After 24 hours the first silicone half was cured. The mold was opened and the oil clay removed. Once the silicone and mold master were sprayed with mold release, the jacket was bolted back into place and the second half of the mold was poured.

Everyone still with me? Good.
Bam! Finished Chakram blade mold.

Castings were created by brushing Smooth-On EpoxAcoat Gray into the open mold halves. This was done in two passes, and the second brush coat slightly overlapped the seam line. When the mold was reassembled, this material would glue the two halves together and create a rigid, hollow casting.

After the epoxy cured for 3 hours, Foam-It 10 was poured into the open interior cavity. This would give the blades added strength without adding too much weight.

Repeat three more times, and there’s one Chakram!

Each blade section mounted to two 14″ long, 3/8″ diameter steel bars embedded into the center ring. These made sure everything was on a level plane and sturdy.
The epoxy casting process left several small voids in each blade. These were filled with spot putty and sanded flush.

…of course, then I had to go and wreck up the place a bit. Each blade was treated to a series of cuts, gouges, nicks and stippling to simulate damage and wear. This part of the process was really very fun, though it was tricky to make the damage unique across each blade section.


Time for paint! The paint work on this blade really brought the whole thing together. I started off with a base coat of House of Kolor Shimrin “Solar Gold” over all the blade sections (as well as the center ring and handles)

Sun rays were then masked off on the raised blade sections using Tamiya masking tape. I made a set of paper templates to make sure each blade was treated identically.


A gradient was applied over the masked off blade with more Shimrin paint, this time in “Zenith Gold” which has a more silver tone. After removing the masking tape, the effect was really amazing.


But wait! There’s more masking left! The blade edges were then taped off and painted with Shimrin “Orion Silver” to give them a bright profile.



With the colors complete, the damaged sections were given a brown wash and seam lines accentuated with a little airbrush shading. A coat of matte 2k urethane clearcoat was then applied to protect my week-long paintjob.



The clamp job to assemble the Chakram was really quite aesthetically pleasing. I was lucky my long clamps could reach the required length! Each section was glued in place using Plexus MA300 methacrylate adhesive.

One last piece remained: the gems! This was left to last because I was worried that there may be some shrink in the overall size from the master to mold to cast copies of the blades. Two masters of the gems were milled from 18# tooling board, then primed/sanded and clearcoated before molding.


The gems were cast with SmoothCast 325 and pearl powders to give them their swirly marbled appearance. Initially these were cast in blue, but later swapped out for a deeper green. More MA300 was used to keep them in place until time stops.



I also put together a road case for transporting this monster. It’s 36″ in diameter but weighs less than 10lbs!

Here’s some finished photos, check out the portfolio gallery for more.

If you’re interested in even more progress photos, be sure to check out my flickr!


Thanks for reading, and happy building!

Shotgun, STRAFE®
As part of a Kickstarter reward, the guys at Pixel Titans asked me to re-create one of the weapons from their throwback shooter STRAFE®. The community would vote on one of three guns to be built and I’d craft winning piece! Also, one lucky backer would get the finished product as part of a fund raising give-away.

I started playing games in the 80’s, and Wolfenstein 3D/DOOM both had huge parts in my early gaming days. The retro aesthetic of STRAFE® is fantastic, and I was really eager to try my hand at making one of these things look simultaneously real and fake.
Absurd as the application may be, I put my Inventables X-Carve to the task of trimming flat panels for the gun parts out of 1/4″ MDF. Maybe overkill for this machine to cut straight lines, but this way I could be assured they’d be identical.
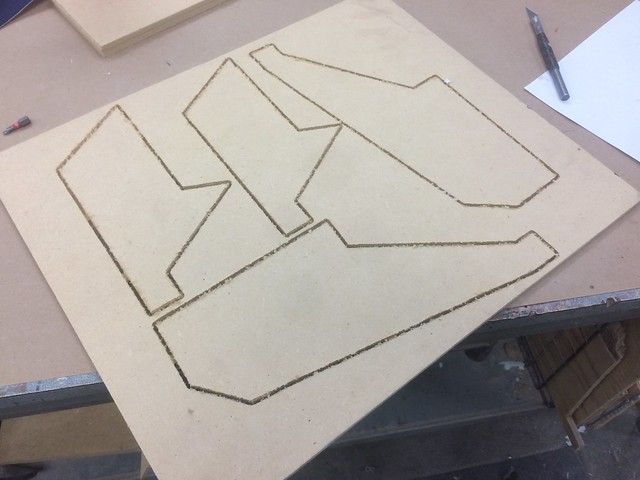
These pieces were glued and clamped over 3/8″ MDF blocks which made up all of the horizontal panels on the gun parts.
This required a lot of clamps.

The lower grip/receiver was created in a similar fashion. I made the side panels just slightly too thick, and this required me to plane the MDF down to a thinner profile. Real woodworkers, feel free to cringe at this.


Urethane tooling board went onto the X-Carve to create the grip and raised triangular section on the upper barrel. This is 18# board purchased at The Engineer Guy.

I used some thicker scrap board to make the forward barrels. No actual holes are present in the geometry, so flat facing barrels it is!

MDF worked well for the larger sections, but for the magazine and pump I switched to acrylic. This was cut on my laser cutter, then the seams blended together with superglue and a lot of sanding.


There’s a bunch of funky interior geometry that allows the magazine to slip over the lower grip and upper receiver sections while adding some structure and strength to the assembly. These shapes were extrapolated from the 3D file the guys at Pixel Titans sent me.

Also extrapolated was the scope section. This part was a bit convoluted, but I was able to use 2D flat views of the gun from the profile and top to come up with a set of patterns, which were cut out on my laser cutter. Acrylic “ribs” form the interior and exterior shape, and a styrene “skin” makes up the part itself.

The middle cavity of the scope was made as a trapezoidal tube, then the edges were sanded flush after being glued in place.
MDF is easy to build with, but its not the sturdiest material in the world. I used shellac to harden and seal the wood before moving on to primer.
A last test assembly before paint. Looks…kind of comical.

Several passes of 2K urethane primer were used to smooth out the MDF. There was a bit of bondo needed here and there, but overall not a lot of cleanup needed.

The finished parts all looked very neat (kind of like the game texture hadn’t loaded just yet) but they’re fragile acrylic, MDF and urethane foam. Everything needed to be molded and cast before the prop would be finished.

Because I’m crazy, I decided to make a bunch of complex matrix molds. This was wholly unnecessary, but I’m always looking for a bit more practice with my techniques. I’ve written about this process in more detail in my Curse dragon award blog entry, but here’s a quick recap:
After being wrapped in plastic, the master sculpt part is covered in clay which acts as a stand-in for the eventual silicone mold material. Registration keys are added (the series of raised lines across the surface of the clay) and a parting seam is created out of aluminum flashing. Also necessary are the silicone and resin pour spouts. One set will be used for adding rubber to the mold, while the second set is used for pouring urethane into the mold once it’s finished.

Epoxy and fiberglass are added over the surface of the clay, creating a rigid shell. This is called the mold jacket, or mother mold.

After one half is cured, the mold is flipped over and the process gets repeated to the opposite side.

Once both halves are cured, the jacket parts are separated and the clay is cleaned out of their interior.

The master sculpt is then re-registered into the mold jacket cavity, and one half is sealed with clay. This will eventually become the parting line between the halves of the mold (magazine shown here because I didn’t have a shot of the lower grip area at this stage)

Silicone is then poured into the cavity between the jacket and the master sculpt and allowed to cure. This gets repeated for the opposite side after removing the clay parting seam.

Here’s all of the molds for the gun. The silicone used here is Smooth-On Mold Max 30. Mold jackets were created using Smooth-On EpoxAcoat Red, EpoxAmite 102 and Free Form Air.

Castings were made on my rotocasting machine using SmoothCast 320 urethane resin. Rotocasting makes the parts hollow and quite lightweight.


I had a copy of the gun very quickly! It was time for paint.

Well, not paint per se. The project had changed slightly since the first artwork had been sent through, and the texture maps for the weapons had doubled in pixel count. Initially I had planned on painting the pixelated look by hand, but the new design meant I needed to come up with a different plan.

Vinyl wrap! I scaled up the in-game artwork using photoshop, and wonderfully pixelation wasn’t an issue! This was printed to matte adhesive-backed vinyl for application to the gun parts.

The gun was painted black along the edges to hide any gaps in the seams on the vinyl wrap.

Since all of the shapes are flat faces, the wrap went fairly quickly. Larger parts needed paper templates crafted first before trimming the vinyl to shape.

The more this thing went together, the weirder it looked.

The effect really sells the flat look though!

Once everything was wrapped up (har har) the gun was epoxied together and painted with flat urethane clearcoat to cut down on any reflective properties of the vinyl.
Here’s a few finished shots of the gun, which you can check out in higher resolution over in my portfolio section.


Also, there’s a bunch more photos (especially of the moldmaking process) on my Flickr page.

As always, thanks for reading!

League of Legends NACC Trophy
Riot Games sent me an email in March. They had a new collegiate-level competition for their game League of Legends, and they were looking for a huge trophy for the winners to hoist in victory. League championships are no stranger to fantastic awards, but the North American Collegiate Championship didn’t have their own yet. I was given a little under four weeks.

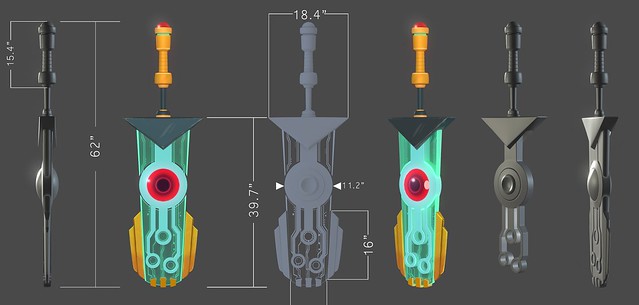
The conceptual work was completed by my friend Tom, who also penned the designs for the Curse Employee and Gaming awards. We went through a few revisions before finally settling on a large elevated gem suspended aloft with three delicate spindly legs. By the time the designs were complete, I had 21 days.

I also had to make eight smaller awards.
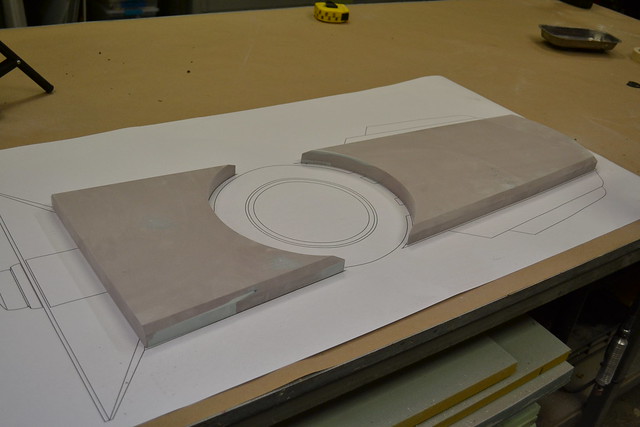
I began with the base. This started life as a series of styrene sections with interior acrylic supports for added structure.

Sintra elements were added to the perimeter of the top, base and edges to add visual weight to the shape. Sintra machines very easily with woodworking tools.

The design for the trophy was optimized for laser cut materials as well as hand machining. Lots of bevels and straight edges, less organic curves and flowing lines. This allowed me to cut parts on one machine while a robot made other elements. Take the detailing on the upper section of the large base, for instance.

A sort of “sub base” was constructed out of a combination of hand-cut and laser cut styrene panels. Depth was added by varying the material thickness of the laser cut components.


More laser cuttery continued with the long arms designed to hold the large gem aloft. These started out as pieces of hand-cut MDF, accented with styrene panels and laser-etched runes.
(…the runes are pure gibberish…)


The large medallion at the front of the trophy base started off as a slab of MDF, with individually laser cut acrylic and styrene letters glued in place by hand. This was a painstaking and more than slightly stressful process.


Smaller elements like the gem shields and their supports were fabricated from more laser cut acrylic and styrene. Bevels were added later on by hand to give the parts more visual interest.

The last, most complex component was the huge gem that would be the centerpiece of the award. This started it’s life as a humble chunk of 5lb urethane tooling board, screwed to a stick.
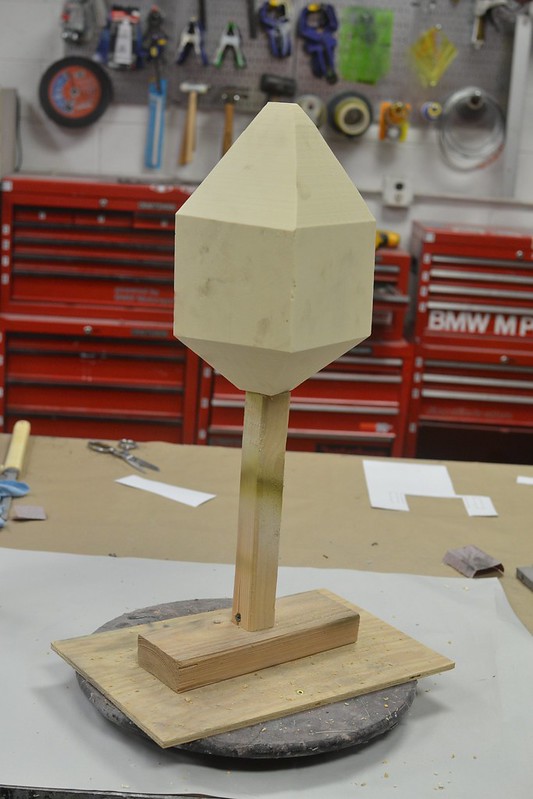
I shaped the foam with a dozuki (one of my favorite saws for shaping foam) until I had a set of bevels that were visually interesting, non-symmetrical, and didn’t look too “square” from any one angle.


The fragile foam was then coated in Smooth-On’s EpoxAcoat Red. The epoxy coating allows the surface to be sanded to a smoother finish, and it also seals the foam, since urethane foam will inhibit platinum cure silicone from properly setting. At this point I was toying around with the idea of adding a few cracks in the surface of the gem, but decided against that aesthetic in the end.

The gem was sanded, filled, and this process repeated until all faces of the part were smooth and flat.


With the master components finished, it was time for moldmaking. The large gem was one of my greatest moldmaking triumphs to date. I was able to create the matrix mold jacket and have the silicone poured for the first half in one work day. The entire mold was finished and producing castings in less than 36 hours.

I have a longer entry about matrix moldmaking already written in my Curse Dragon Award blog, but the main deviation here was the use of urethane resins for the mold jacket instead of epoxy. Epoxies are stronger and far more lightweight, but have de-molding times that can be 16 hours or more. For this mold jacket I used Smooth-On’s Shell Shock and Plasti-Paste, which can be de-molded in as little as 90 minutes.


Here’s the mold jacket halves split open. Remember to wrap the mold master in plastic to protect it from clay stains.


After setting up a seam line, the mold was sealed and filled with Mold Star 30. This was allowed to cure for 6 hours before being opened up and pouring the second half. There were a few small spots of cure inhibition (a gentile breeze will cause Mold Star to cure improperly…) but overall I was very happy with my fastest matrix mold ever.


The larger base mold was a massive headache. I tried making this a block pour, but the sheer amount of silicone necessary actually broke the mold walls apart due to the pressure of the liquid rubber. This caused nearly a gallon of very expensive platinum-cure to spill onto the floor, wasting both materials and time.

By that point I didn’t have any material on hand and the deadline was looming, so I had to get creative. I scraped the bottom of the barrels in my moldmaking supplies and managed to scrounge enough Rebound 25, Smooth Sil 940 and Rebound 40 to cobble together a working brush-on mold.


Mold jacket walls were created using plywood and all of my remaining Shell Shock along with some thickened SmoothCast 320. This was not a production mold, and in fact it self-destructed after producing only a single casting, but that was all I needed.


The mold for the smaller sub-base went more smoothly, while still being odd. This was a two-part mold with a 33º seam line, split along one of the triangular edges of the part. The finished piece would eventually be cold cast with aluminum powder, and I needed to hide the seam lines as much as possible.


Other molds were more straightforward. The spindly legs holding the gem were two-part block pour molds using Mold Max 40 tin-cure rubber. A block pour like this is somewhat wasteful, but time was the more valuable resource to me during this project and speed took precedent over conservation of materials.


Another block mold was made for the large front logo medallion, using Mold Max 30. Still more were made for the gem shields and supports, these out of Mold Star 30. This blog entry is really starting to sound like a Smooth-On catalog at this point…


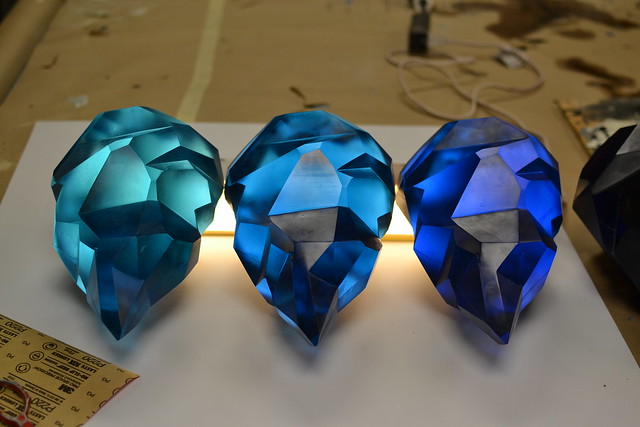
When it came time to do castings, fillers and dyes gave this piece it’s rich depth and color. Nearly the entire trophy is created from one resin – Smooth-On’s Smooth Cast 326. To start with, the gems required 100oz of resin per pour.
Oh, yes. Gems. Plural. I also had eight other smaller awards to make, so that gem mold got a lot of exercise. Blue dye is very, very strong and even a slight mis-measurement can change the color of a large casting very drastically. Hence, all of the gems turned out slightly different shades of blue.
Small bits of leftover blue resin were used to make the little accent gems that attach to the support legs.

Many of the other component were cold cast using aluminum powder. Cold casting is the process of dusting a mold surface with powdered metal, then pouring liquid resin into the cavity and allowing it to cure. This produces a plastic part with a thin layer of metal powder on the surface, allowing it to be polished to a shine.

The front medallion of the trophy base was cold cast, employing an old trick I’d discovered back when making Cassandra’s Pauldrons in 2010. By setting a still-curing (and therefore pliable) casting over a curved surface, simple radius bends can be made even if the mold and master parts were created as flat components. Here’s the same part before and after polishing, using aluminum wheel polish.


For the enormous base, a large styrene plug was first created to make the resin requirements of this enormous mold a little more manageable. This was set into the mold cavity before filling the void with more 325 and Quarry Tone filler. This gave the finished casting a neat granite-like appearance.


The bottom of this part wasn’t quite level, so it was bolted to my milling machine and made flat.

To add a bit of visual interest, some elements were highlighted with gold accents. For this I used House of Kolor Shimrin urethane, Zenith Gold color. A bit of gradient helped to make these elements stand out even further.


Each of the gems needed a bit of attention as well. Seam lines were sanded flush and small imperfections buffed out of the surface before each gem was treated to a gloss coat of urethane clear. The best example of these was chosen to sit atop the final trophy.


Assembly was…hurried, and as a result the documentation of that process wasn’t up to my usual standard.

Large bolts held the base to the sub-base, and the thin spires to the base assembly.


The large upper gem was held in place by a set of three pins concealed behind the small gem shields on the spire arms.

Once assembly was complete, the trophy was inserted into a set of specially cut foam inserts and cradles into a shipping crate for it’s journey to Los Angeles.


Here’s a few photos of the finished result, along with four of the eight mini-trophies (which I’ll get around to writing about eventually…)
If you’re after more progress photos, be sure to check out my Flickr album on this project here.


Thanks for reading!

The Transistor (part 1: Construction)
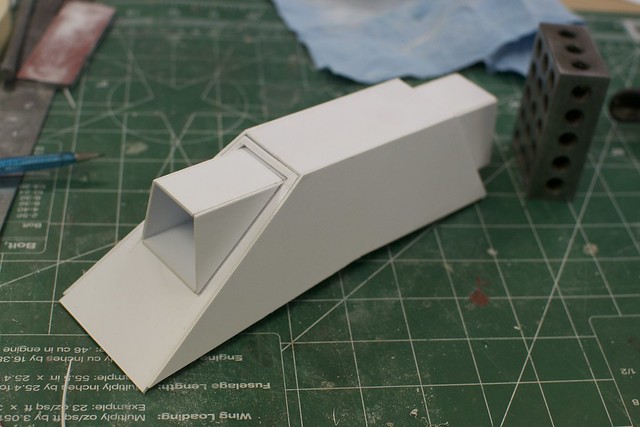
Having completed the Cael Hammer for the guys at Supergiant Games (which went over great at PAX East!) I was asked to recreate the Transistor from the similarly named game for use at their booth at PAX Prime. Much the same as the first project, new renders had to be made for this build to bring it into the real world. This would prove very useful over the course of the build.
Progress will be outlined by component rather than chronologically, so if you see some finished elements in the following shots that haven’t been covered yet, don’t worry! I’ll get to them soon.
The biggest hurdle with the Transistor was that many of the components needed to be transparent. The green blade section sits around a set of circuit lines, with a large red glowing eye at the middle. Many of the other Transistor builds I’ve seen employ sheets of plexiglass in order to achieve this look, but the new renderings provided would make these sheets nearly 2.5″ thick. Way too heavy (and expensive!) for huge acrylic panels.
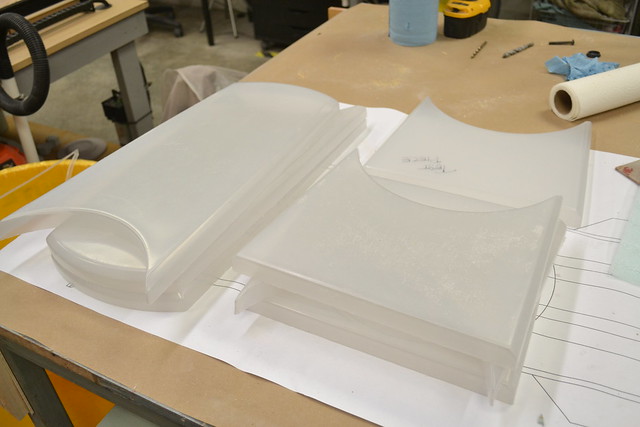
I decided to use vacuum formed PETG panels for all of the clear components. You’re probably familiar with this material from soda bottles. Its very easy to vac form and the clear sheets can be dyed to any desired color after forming.

The center eye bucks were first turned on a lathe from 31# urethane tooling board.

Since these didn’t have to be structural, they were formed out of thinner .035″ plastic. The eye has a lot of depth, so the plan was to make two sections, one set inside the other and painted with differing layers of opacity.

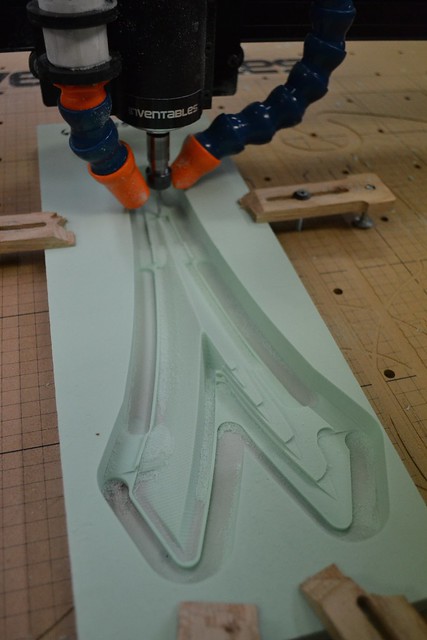
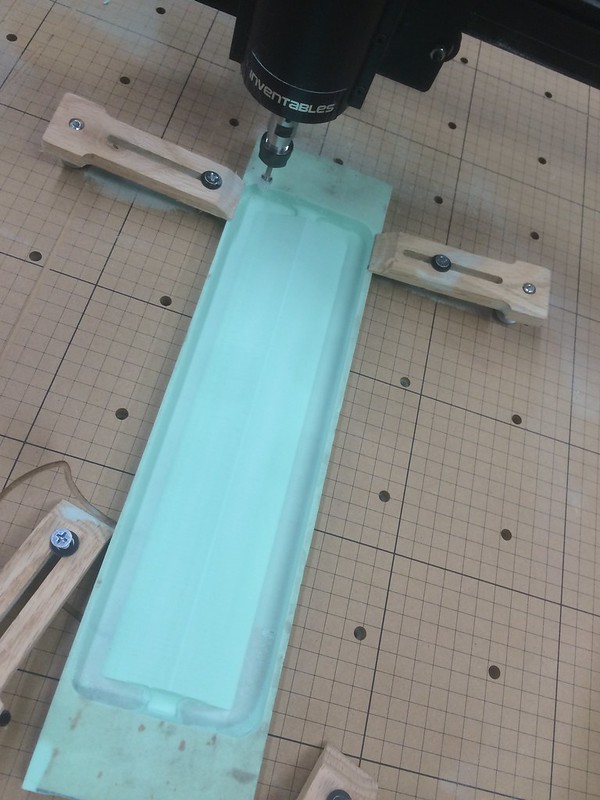
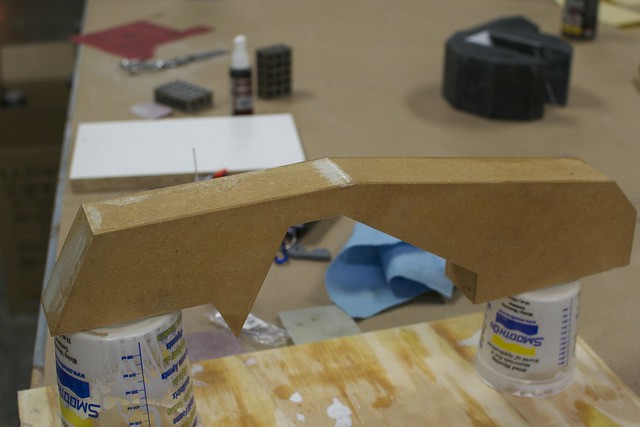
The larger “blade” section bucks were also made from 31# board, cut to shape with my Inventables X-Carve CnC router (more on that later) to ensure symmetry. These are pretty simple forms but they needed to be really robust to stand up to the heat of the thick plastic.
Sheets of plywood were cut on the perimeter of the base to act as a draft. Vacuum forming always leaves a soft edge along the bottom of a shape, and these drafts ensure that the actual form is lifted up high enough so that all the relevant detail is captured in the plastic.


These parts do need to be structural, so some much thicker 0.10″ PETG was used. That made the finished pulls very durable, but a massive pain to de-mold. In the end, more than a few ended up cracking under the stress.


About a year ago, a guy named Robert sent me an email about trimming one of the ear pucks on my Thomas helmet kit using a Dremel drill press to get an even cut. I finally got to use that technique when making the Transistor. Each of the blade sections needed to be precisely 1.25″ tall from the inside edge of the plastic. This would be difficult to trim out by hand while ensuring the cut stayed perfectly straight along the entire perimeter.
I made a larger work area for my drill press out of an MDF sheet, and put a rotary cutting tool into the chuck. After setting the depth with a set of calipers, each cut went by exceptionally quickly.

If you’re wondering why most of the sheets look kind of milky, it’s because PETG typically ships with a thin payer of protective plastic to prevent scratching. I’ve found that leaving this in place while vac forming cuts down on dust accumulation and makes the finished parts cleaner.
Dying PETG is, for some reason, really fun to me. There’s a lot of note-taking needed to make sure each piece turns out the exact shade of color you’re after, and each color of dye and thickness of plastic is different. I really like documentation on my projects (you could probably tell from my massive blog entries!) so this appeals to my specific nature as a maker. For the dye itself I prefer Jacquard iDye Poly.

I picked up an electric hot plate from Amazon as well as a few very large trays in order to dye the big sections of the sword. These worked great in my studio and for anyone who might be doing this repeatedly, it’s a great investment.

Things to note are temperature of the dye bath, number of packets used, number of parts dyed, and duration of time in the dye bath. Longer times and hotter temperatures will result in deeper color, but may warp the part if that plastic gets too hot. More parts dyed will pull more dye out of the dye bath, so you may need to increase duration if you’re dying a lot of very large pieces.
Additionally, it’s a good idea to make sure none of the parts touch the bottom of your container or any of the sides. This will transfer a lot of heat and will make any contacted elements much darker in color intensity. For the large blade sections, I drilled holes in areas that would be covered by panels later on, and set screws into them to act as stand offs. For the eye discs, I used small spring clips attached to wire to suspend the parts from the sides of the container during dying.

It’s a good idea to rinse the parts off in a cool water bath after pulling them out of the dye in order to prevent spotting color or warping.

One of the details not easily seen in game are the thinner circuit lines on the Transistor that illuminate when the sword speaks. To emulate this look, I had a set of decals trimmed out of translucent silver metallic vinyl at a local sign shop. My hope was that this would capture the lights from the LEDs without blocking them entirely and show up as glowy traces.

While the clear panels looked really neat, they wouldn’t capture the light of the LEDs very well. For good light transmission, parts should be more of a frosted finish than glossy. I taped off the perimeter of the blade sections and sprayed the interior with matte urethane clearcoat. This had the added benefit of sealing the vinyl decals in place to make sure they didn’t peel up in the future if the adhesive gave way.

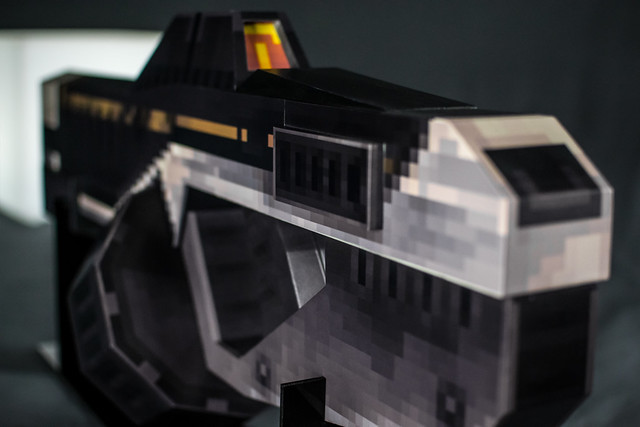
An illumination check under a test frosted panel. I’m not brave enough to spray all the parts without knowing if my idea will work. Thankfully, it’s perfect!

The eyes received a similar finish, though I did change a few things to get the layered effect. The interior eye had a black gradient applied with an airbrush to the interior before matte clearcoat, while the outer eye was kept glossy with no gradient. I wanted this to look more like a lens while the inside part captured the illumination from the LEDs.

Another test!

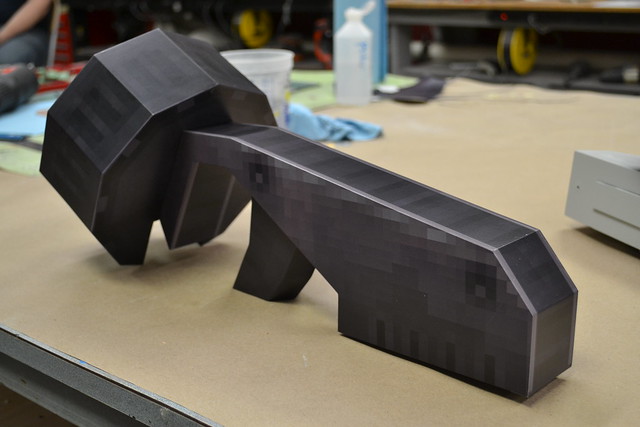
Time to talk about the opaque parts. The handle was more familiar territory, though completed in a slightly different fashion. I’m no stranger to turned parts, and I recently acquired a really amazing machine on which to create them. For the very large handle of the Transistor I turned down 31# and 25# urethane tooling board on my 1946 Sheldon machine lathe. This thing is a monster, and it ate through the foam like I’d put a marshmallow in the chuck.


After each piece was turned to shape, they were assembled around a steel bar and painted with acrylic Mipa primer. This was sanded smooth in prep for molding.


I’m starting to get much faster at matrix molding. Both because I’m getting more experience with the technique, but also because I made my assistant Steve do most of the clay work so I didn’t notice the abhorrent tedium inherent to the process. I’ve written about this several times in the past, so if you’re looking to learn more about matrix molding please check out this post right here.

Speaking of processes I’m becoming more familiar with, I picked up a CnC router from the guys over at Inventables back in April. This is my second foray into computer controlled cutting – the first being my woefully overworked Full Spectrum train wreck 45W hobby laser cutter – and the first time I’ve used something with a Z-axis. I’m planning on doing a video review of the machine soon, but for now I’ll just say it’s pretty freaking great.

The 3D files provided by the guys at Supergiant Games worked out beautifully with my new CnC router. I was able to export components from Blender into MeshCAM, then send the tool paths to the machine with Universal GCode Sender. If that all sounds like gibberish, it did to me as well a few months ago. It’s a lot like learning a new language; the best way to figure it out is immersion.
The first parts to be trimmed were the small blade fins toward the base of the sword. Since a 3-axis CnC router can only trim 2.5D items, these were split in half to be joined together later on once the cutting was complete (technically there are ways to do two sided cuts, but this solution is much simpler to someone new at CnC milling)

The blade master was primed before sanding, polishing and molding. Both the blade and the handle parts were cast from Smooth-On SmoothCast 320. The molds themselves used Mold Max 30 tin cure silicone.


My X-Carve still had plenty of work left to do. There’s a large triangular cross guard on the sword, and I wanted this to be the place where all the electronics would live. That meant it needed to be hollow, so I used the CnC to carve out a large vacuum forming buck from 18# urethane foam. This was only rough cut; the broad flat geometry meant that sanding by hand would be faster than the machine time needed to clean up all the edges.

Here’s the same part after sanding and a heavy coat of filler primer. I sanded out all of the rough orangepeel before vacforming copies in styrene.


Much of the V shape in these two triangles would be cut away for the upper blade section, but the back of the parts needed to be assembled into one seamless piece

For this, I cut a center support out of 1/2″ thick PVC board. Each vacuum formed cross guard half would be glued around this central spine – the notch cut into it would center the cross guard on the blade, and the reinforced upper section would mate up to a steel bar inside the sword handle to make sure everything stayed on center.

I needed a way to get into the cross guard in order to to install and program the electronics. A set of neodymium magnets inset into a PVC lip makes a handy access panel! I also added a bit of reinforcement to the door itself to make sure the thin styrene didn’t flex.


Since the Transistor would need to speak and play sound effects, I inset a pair of speaker grilles into the broad flat top section of the crossguard. Having a laser cutter really makes fancy stuff like this much easier. These were sanded flush to blend into the rest of the shape after painting.

The last vacuum formed part on the list was the slight dome around the eye. Typically I’d turn a shape like this on my lathe but the diameter was too large for my machines. The X-Carve did a great job with some more 18# urethane board, and I had a set of copies ready to go, formed in .060″ styrene.


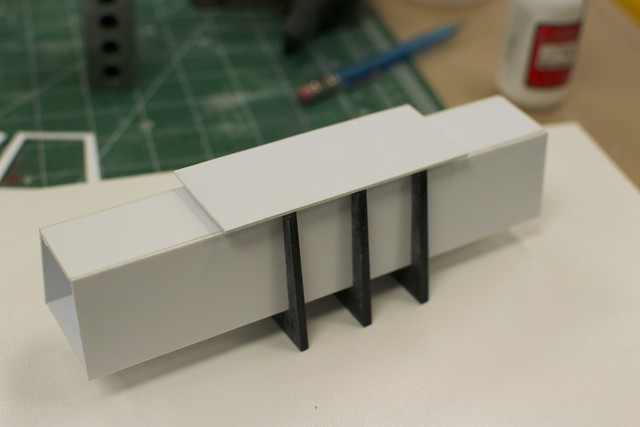
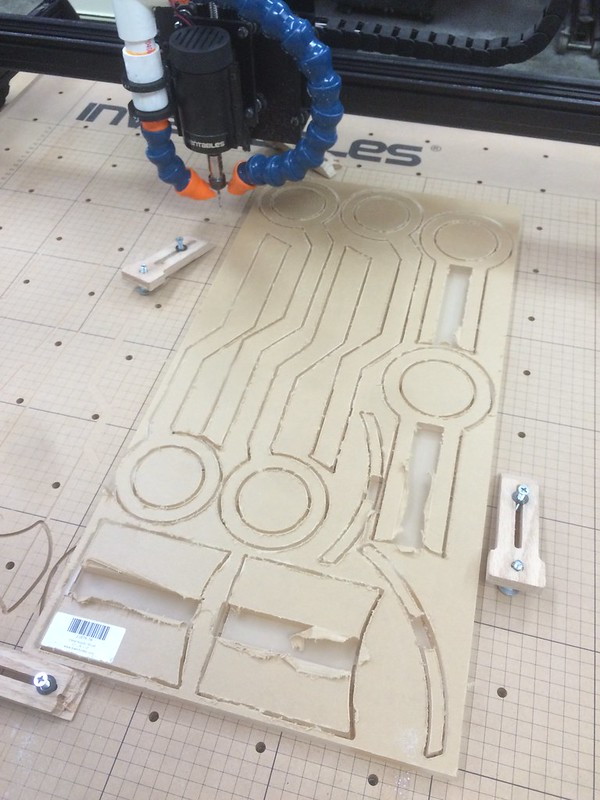
In the provided 3D render, the central circuit pattern is an extruded shape that passes through the clear segments of the sword blade. For the IRL version, there would be a middle structural section comprised of laminated 1/2″ layers, with a set of thinner 1/16″ panels sitting on top of the clear panels to give the illusion of a continuous part. I started off by setting up the X-Carve to trim out one set of these panels in 1/2″ PVC board.


I repeated this process for the thinner material to create the smaller raised accents.

To make sure light would transmit through these central sections and illuminate the entire blade, the center panel of this assembly was cut from 1/2″ acrylic sheet. This took nearly six hours on the CnC, since the acrylic has to be cut in .010″ passes.
Here’s a proof of theory with a flashlight. The idea works!

In one of the shots above, you can see a 1″ wide channel carved into the center panels. The sword was getting to be a rather large assembly of parts, and I knew it would need some structural reinforcement. This channel was to be the home of a 1″x.125″ steel bar, welded to a .375″ steel rod which would be embedded into the sword handle.

Okay so my welding isn’t going to win any awards.

All of that gets us to about this point (minus PETG dye baths.) Since this entry is massive, I’ll be splitting the build log into two parts. The second entry will cover painting, electronics and assembly!

As always, there are a ton more photos on my Flickr. Check that out if you’d like to see more info.
Thanks for reading!
All of the products listed in this write up are the products that I use and recommend. They are provided as Amazon affiliate links, which help support Volpin Props.

{kind=link}
{kind=link}
Garuda’s Spine, Final Fantasy 14 (part 2)
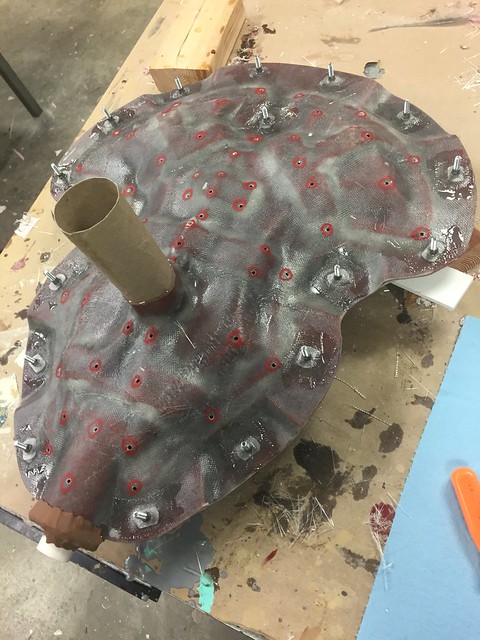
In part 1, each of the components had been constructed and were awaiting moldmaking. There are several very large pieces to this bow, and each had to be molded and cast in a specific way, so I’ll outline them from largest to least-largest.
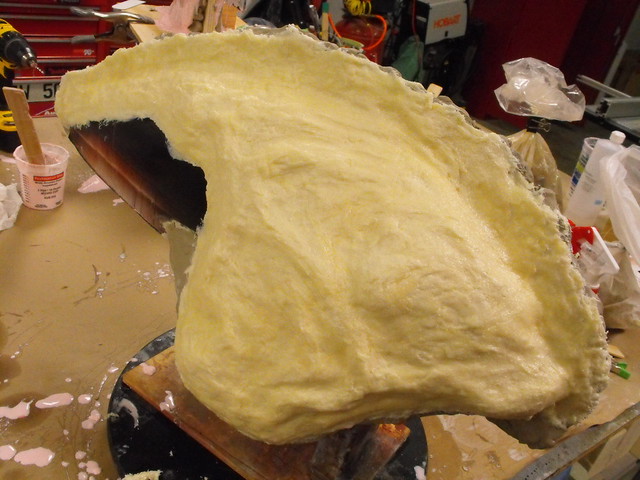
After wax and polish, the massive bow limbs were set into a sheet of insulation foam to act as a dividing seam. This helped keep the amount of clay needed to make the mold to a minimum, as building up a wall of that size and thickness would take way more clay than I had on hand.


The limbs themselves would be molded and cast as one piece to help with rigidity. I decided to go with a brush-on mold, using Smooth-On’s Rebound 40. This is the thinned print coat, followed by a thickened coat to build up mold material. Don’t forget a pour spout! I almost missed those in the print coat, but I added some sections of PVC pipe (top of image #2) before proceeding after noticing my mistake.


For registration keys, I vacuum formed a few long trays out of styrene over small strips of wood. By pouring silicone in at the same time as the print coat was applied, these are ready to be pulled out and affixed to the mold surface in about 4-5 hours. These are “glued” onto the mold using more thickened Rebound 40, held in place with a few sewing pins while the silicone cures.


After the silicone is cured, the perimeter edge is cleaned up with an exacto before adding the mold jacket.

For a mold this large, rigidity is going to be an issue. I used Smooth-On EpoxAmite 102 to make the jacket, laminating over glass fiber for strength. There’s also a length of 1″ steel conduit added in to keep things from flexing.

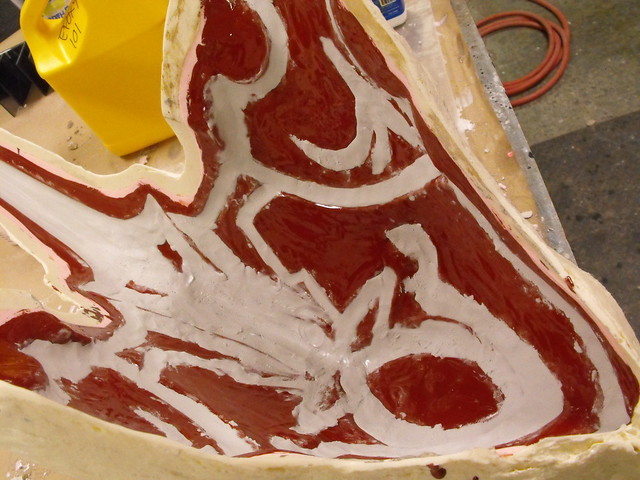
Once cured, the mold was flipped over and the clay removed, then the second half was completed in the same manner. I went with red dye in my epoxy this time for a festive look.



Here’s the finished monster (over 7 feet tall!) cracked open.

My first casting was done by brushing Shell Shock into the mold to make a hollow shell, then filling the interior cavity with foam. This worked well, but the resulting casting weighed nearly 7lbs, making it heavier than the wooden master sculpt it was meant to replace.

The second test followed a similar process, but I used EpoxaCoat Red for a thinner shell. The two halves were joined while the epoxy was still curing, so they formed a thin hollow cavity. This was filled with Foam-It 10 to make a solid, lightweight casting. The finished piece only weighs 3lbs!

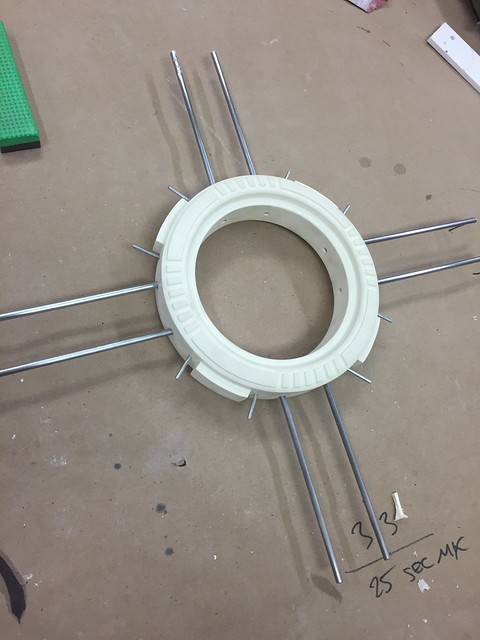
For the next largest piece, I went with another brush on mold. The upper crest is a very easy shape to mold; since there’s very few undercuts and a large open back I can make it a single silicone part with no seam lines. I used Mold Max 30 – not technically a brush-on rubber, but it worked for my purposes.


After a few coats of rubber, the mold jacket was added. Since weight wasn’t an issue I used Plasti-Paste for its quick set time and lack of fumes.
Here’s the finished… uh, manta ray.

For casting the crest I went with brush-on epoxy, which yields very lightweight and strong castings. A gel coat is applied first – the resin used here (EpoxAcoat Red) is thickened and designed to cling to the mold walls and capture detail without pooling. This epoxy is applied until the surface is roughly 2mm thick in all areas.

A trick I learned from my friend Frank Ippolito when doing epoxy castings: glass fiber cloth doesn’t like to lay flat across sharp angles. By adding Free Form Air (a lightweight epoxy clay) into cavities and voids in your mold, the remaining layers of epoxy and glass fiber cloth will be much easier to apply. You can see what I mean in this photo where Free Form has been pressed into all the raised parts of the casting:
Laminating epoxy and glass fiber need to be added while before the gel coat and Free Form cure fully. To test this, touch the resin with your finger – if any material sticks to your finger, allow more cure time so you don’t disturb the surface of your casting. If you only leave a sticky fingerprint in the surface, it’s ready for the next coat of material.
I’ve tinted the epoxy blue in this photo so I can more easily see which areas have been treated.

Here’s the finished piece pulled from the mold – this massive part only weighs 1/2lb!


In an effort to keep this post from getting (even more) unbearably long, I’ll go ahead and say the lower crest was molded and cast in a nearly identical fashion. Here’s the cliff notes:



The wing holders were molded in a slightly more complex manner: matrix molds. These needed to withstand pressure from expanding foam used during the casting process, and only a matrix mold would be able to accomplish this. I’ve written about this extensively on my write up for the Curse Dragon Trophies, so check that out if you want the how and what of matrix molds.

Casting these went very similarly to the large upper crest – a gel coat of EpoxAcoat Red followed by Free Form Air and EpoxAmite 102 with glass fiber cloth was added to each side individually.


There’s no pour spout on this mold, so the next step had to happen very quickly: Foam-It 10 was added to one half of the mold, then the second half was clamped over and screwed shut. The foam filled the cavity between the two parts, making one complete lightweight casting!



The smallest piece of the bow is the center gem – nothing fancy here, just a bit of hand shaped tooling foam and a simple one part block mold.

To give the part more depth, I cast the gem in SmoothCast 326 with green dye and pearlescent green casting powder. I cast several of these before settling on one with a striation pattern I really liked.

With all the parts cast, it was time for cleanup and paint. Cleanup was fairly minimal, each part only needed perimeter sanding and some filler along the seam lines. The most boring part was smoothing out the interior of the large upper crest.

Each feather was still an individual component, and gluing them together was a pretty massive headache. I used a methacrylate adhesive called MA300 to weld each set of feathers into one wing, but it would have made my life a lot easier if I’d vacuum formed them in 2 sections instead of six. Live and learn…


The wing holders and feathers needed to slot together after paint, so a series of brass tubes were embedded into the wing holders that mated to corresponding pins on the feathers.


Each crest was affixed to the bow limbs differently. The upper crest is held in place with two bolts hidden behind the large green gem, while the lower crest sits on a series of thick PVC dowels. Both were epoxied in place after final paint was finished.

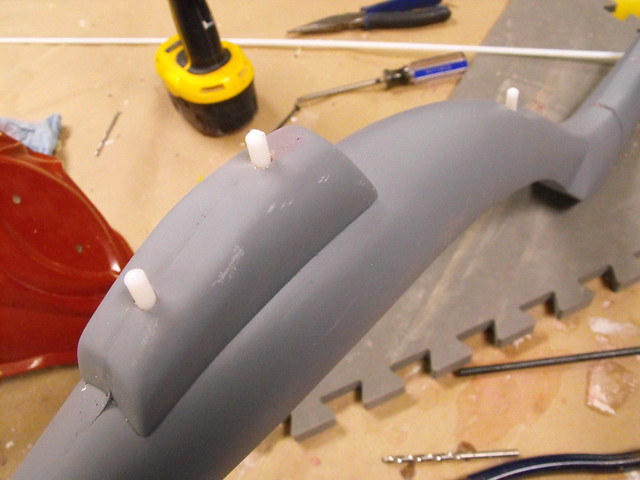
Final test mock up before paint. There’s no glue in this dry fit, only bolts and pins. The primer used is a 2-part acrylic called Mipa: it’s expensive and the instructions for use are provided in every language but English. It’s the best.

First, each part was basecoated white using Createx Wicked Colors. This gives the part a uniform color for the metallic top coat to lay over. Most urethane metallic paints aren’t very opaque and will need a solid base coat to look consistent.


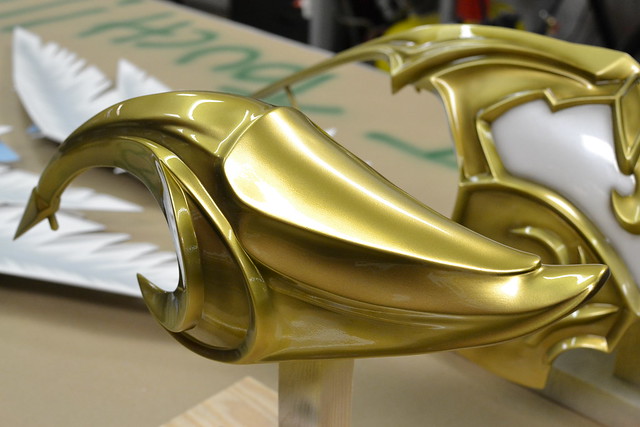
I used House of Kolor’s “Shimrin” line for the gold and white on the bow. It’s exceptionally smooth stuff, if a bit pricey. Base coating was done in light passes, making sure to coat undercut or interior edges first for a consistent layer of paint. Each wing holder and both crests got two coats of base gold and were allowed to cure for several hours.


The upper crest has an inset white area, which had to be masked off before applying color. Again, the area was base coated white before applying the pearl top coat. If you’re doing this, spend the extra cash and get nice quality masking tape! Tamiya makes some great stuff.


The finish was very pretty, but a little flat.

Shading was (nerve-wrackingly) added with an airbrush using Createx Wicked Colors. I mostly concentrated on recessed areas to accentuate shadows – instead of making the bow look dirty, the purpose of this weathering was to give the sculpt a bit more depth.

With airbrush work complete, the gold parts were sealed with 2k urethane gloss clearcoat. My preferred brand for this sort of work is Nason 496-00 spot clear. It sprays wonderfully with very little sags or orange peel.

The only hurdle to painting the bow limbs were their sheer size. As they wouldn’t fit in my spray booth, these were painted open-air while suspended from my drying rack. A base of flat white followed by pearl white was applied, then the rings around the handle were masked off for gold. This was also clearcoated with Nason gloss.


Painting the feathers was a lot of fun until I realized I had to repeat the process four times (both interior and exterior faces.) This started with a series of airbrush strokes through a set of pointed masks. This was followed up by blending the center of each feather into the gray strakes with more airbrushed gradients.


I went through several tests of the inner green paint before settling on one I liked. The final version was done with a dagger brush (typically used for pinstripe work) to create an overlapping series of triangles in different tints of green. The feathers were finished with a flat 2k urethane clear from 5 Star Xtreme (ugh that name… why do auto paint suppliers name their companies like a 12 year old that just got out of Fast and Furious 7?)


Assembly went very quickly after the paint work was done, thanks in large part to the assembly jig I made. Stands like this are critical to building large cumbersome props. It’s way too much hassle to try to balance things of this scale on a workbench.


I’ve tried to put as much information as possible into these two articles, but with a project like this it’s very difficult to capture everything. If you’re after more information on the project please check out my flickr page for a ton more information about each stage of the build.
Here are a few finished shots of the bow – higher resolution photos are up in the gallery!



As always, thanks for reading! I know these have been some reeeeeally long blog entries, and with my projects getting more and more complicated, it looks like that might be the new standard over here.

All of the products listed in this write up are the products that I use and recommend. Some of them are provided as Amazon affiliate links, which help support Volpin Props.